

RTO catalytic combustion equipment
RTO catalytic combustion equipment

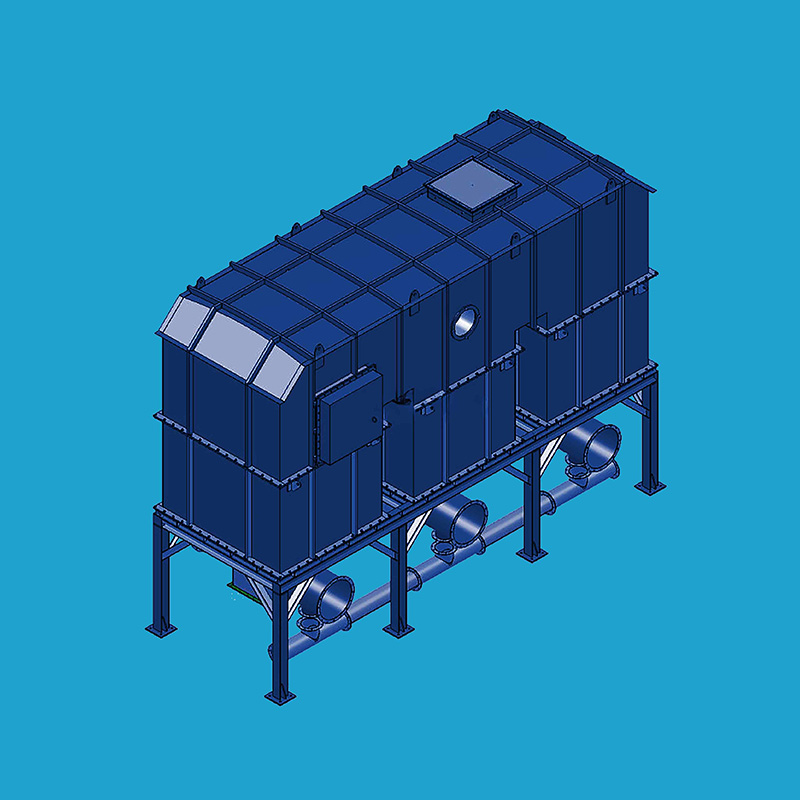
Product Introduction:
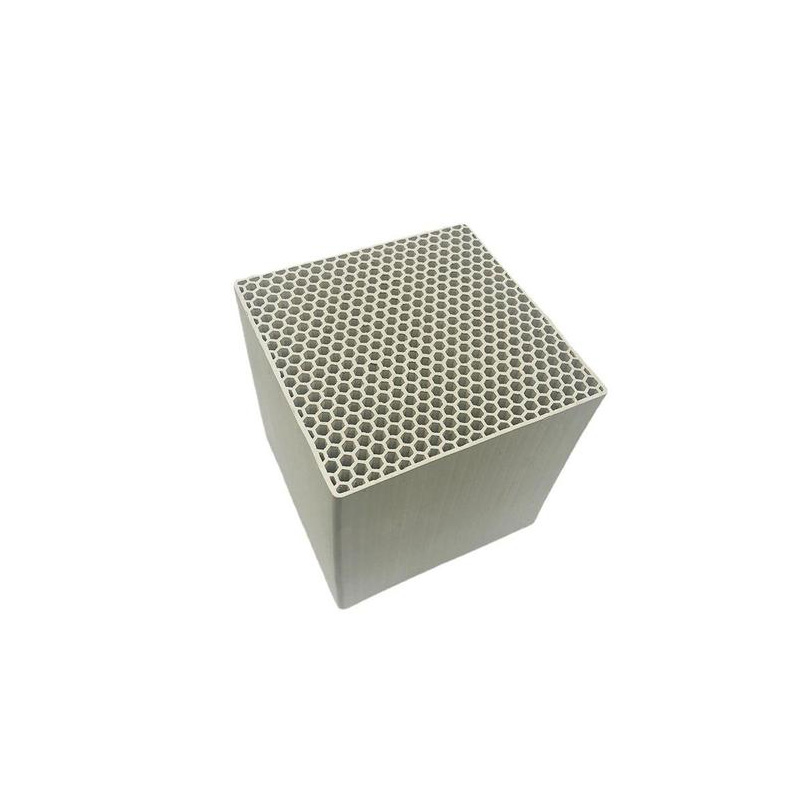
The cornerstone of our RTO zeolite runner system lies in its meticulously crafted rotating wheel, intricately packed with zeolite molecular sieve modules. This ingenious design segregates the wheel into three distinct zones: the adsorption zone, the regeneration zone, and the cooling zone. Through a meticulous three-stage filtration process, the centrifugal fan harnesses the force of gravity to draw in organic waste gases, which are then captivated and purified within the adsorption zone, adhering to the stringent environmental standards.
Subsequently, the module gracefully transitions to the regeneration zone, where a gentle but potent flow of 180-220°C high-temperature air gently desorbs the captured VOCS, carrying them away as the air itself flows out. This rejuvenation process revitalizes the zeolite module, restoring its pristine adsorption prowess. As the now refreshed module cools off, it rotates back to the adsorption zone, ready to embark on another cycle of purification. This perpetual rotation ensures a seamless and efficient organic waste gas cleaning process.
Application:
Our cutting-edge RTO zeolite runner system finds its versatile application across a broad spectrum of industries, including but not limited to printing, painting, printing and dyeing, electronics, plastics, furniture manufacturing, oil refining, rubber processing, chemicals, paper production, leather tanning, food processing, and automotive manufacturing.
Product Features:
1.Superior Adsorption & Desorption Capacity: Boasting an exceptional ability to capture and release pollutants, our system ensures thorough removal of organic waste gases.
2.Energy-Efficient Operation: By reducing the adsorption pressure to unprecedented lows during the waste gas absorption phase, our system significantly curbs power consumption, contributing to a greener and more sustainable future.
3.Modular Design & Space Optimization: Embracing a modular approach, our system occupies minimal space while offering uninterrupted, unmanned operation, enhancing operational efficiency and reducing maintenance costs.
4.Self-Sufficient Heating: In ideal exhaust gas concentration conditions, our system is capable of achieving self-heating operation, eliminating the need for auxiliary fuel, further underlining its commitment to energy efficiency and cost-effectiveness.

Service hotline 13408088013 Service time Monday to Saturday: 8:00-18:00 | Contact us
| 
Follow us |
 Address: No. 260, Building 6, Fuling Road, Shuangliu Park, Jiaolong Industrial Port, Chengdu
Address: No. 260, Building 6, Fuling Road, Shuangliu Park, Jiaolong Industrial Port, Chengdu Phone: 028-85880837
Phone: 028-85880837 Email: ts.2017@sctshb.com
Email: ts.2017@sctshb.com